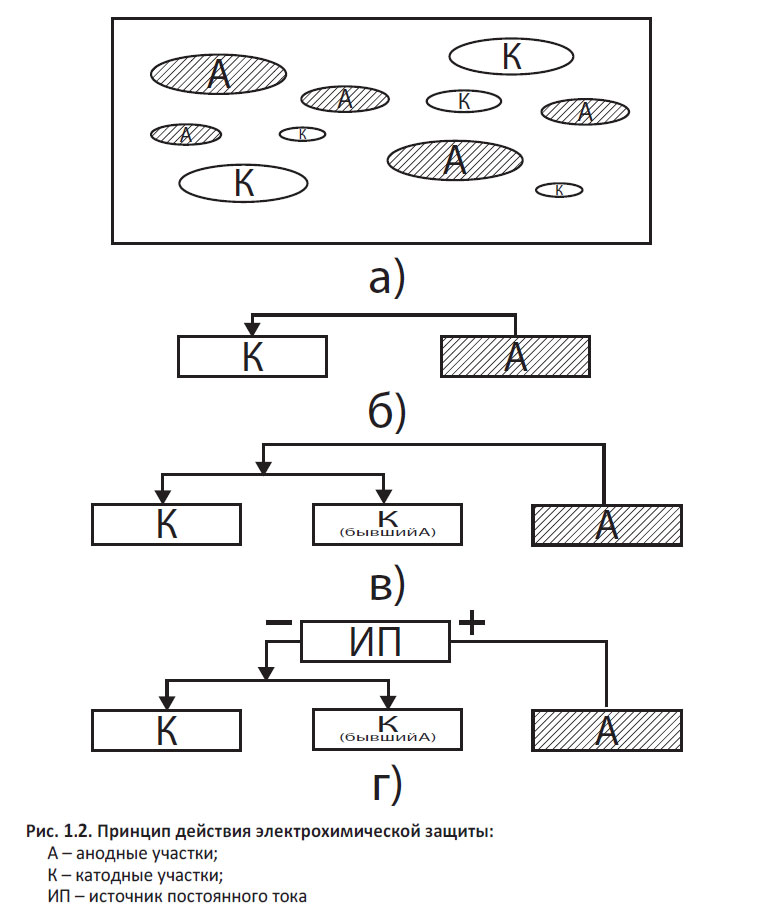
Принцип действия электрохимической защиты заключается в катодной поляризации металлической конструкции до уровня «защитного» потенциала, под которым понимается потенциал наиболее анодных участков. При этом на защищаемой поверхности будут протекать только катодные процессы. Механизм электрохимической зашиты может быть упрощенно представлен следующим образом.
Металл, погруженный в электролит, представляет собой многоэлектронную систему, состоящую из множества пространственно разделенных и электрически замкнутых между собой анодных и катодных участков (рис. 1.1,а). Это объясняется тем, что металл имеет электрохимически гетерогенную структуру, обусловленную химической природой металла, состоянием его поверхности, различными внешними воздействиями. Схематически эту поверхность можно представить (рис.1.1,б) в виде одного общего анода и одного общего катода, соединенных электрически. Коррозия происходит вследствие ионизации металла на анодном участке.
Если к погруженному в электролит металлу присоединить другой металл с более отрицательным потенциалом, чем потенциал анодной реакции, то вследствие катодной поляризации потенциалы анодных и катодных участков защищаемого металла выравниваются и металл становится общим катодом. В этой новой гальванической паре растворяется присоединенный металл с низким электродным потенциалом, т.е. новый анод, при этом исключаются условия для перехода ионов защищаемого металла в раствор и коррозионный процесс прекращается (рис.1.1,в). Эта принципиальная схема катодной зашиты с расходуемыми анодами. По такой схеме работают и составы для холодного цинкования.
Электрический ток, необходимый для защиты, может быть получен не только от работы гальванической пары, но и от внешнего источника тока. Защищаемая металлоконструкция присоединяется в этом случае к отрицательному полюсу источника постоянного тока, а к положительному полюсу присоединяется анод, изготовленный, как правило, из малорас творимого материала (рис.1.1,г). Такая защита называется катодной защитой наложенным током.
При использовании электрохимической катодной защиты двух указанных видов (с расходуемыми анодами и наложенным током) достигается эффективная защита, как от общей коррозии, так и специфических видов коррозионных разрушений (коррозионное растрескивание, контактная, питтинговая, межкристаллитная, селективная и др.).
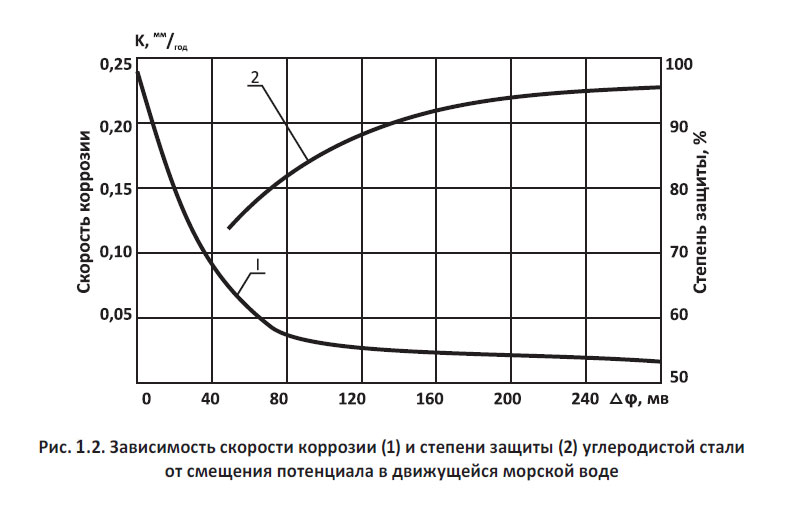
Критерием электрохимической защиты является потенциал металла или величина смещения потенциала от его стационарного значения. Эти величины позволяют судить о скорости коррозии и степени защиты. Существуют минимальные и максимальные критерии защиты. Под минимальными понимают минимально допустимые значения потенциала или смещения потенциала, при которых коррозия прекращается или уменьшается до допустимых пределов. Максимальные критерии защиты вводятся для того, чтобы избежать водородного охрупчивания высокопрочных металлов, перезащиты алюминиевых сплавов, разрушения лакокрасочных покрытий при выделении газообразного водорода и других, негативных последствий.
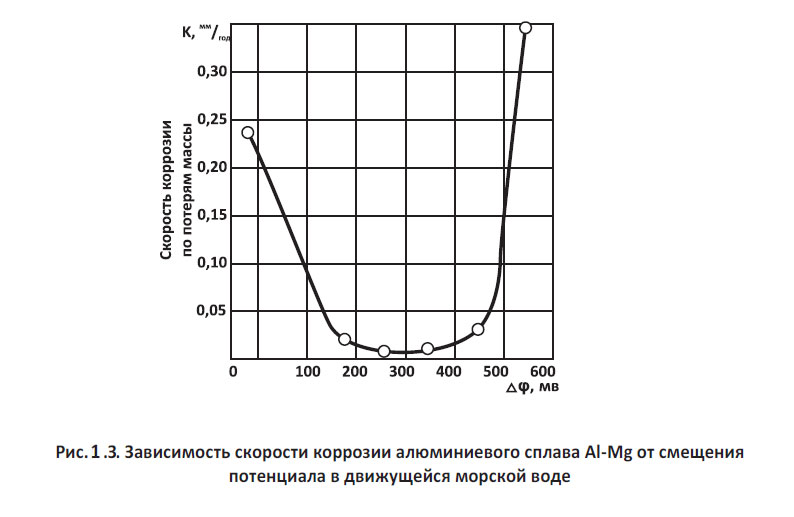
На рис.1.1 и 1.2 показаны зависимости скорости коррозии в морской воде углеродистой стали и алюминиевого сплава от величины потенциала. На рис. 1.2 видно резкое усиление коррозии алюминиевого сплава вследствие разрушения оксидной пленки при повышении рН вследствие катодной поляризации. Оптимальная величина защитного смещения потенциала в морской воде составляет для корпусных углеродистых сталей 150-200 мВ, для алюминиевых сплавов 200-400 мВ зависимости от химического состава сплава.